
Kahepoolsete trükkplaatide prototüüp PCB tootja

PCB protsessi võime
| Ei. | Projekt | Tehnilised näitajad |
| 1 | Kiht | 1-60 (kiht) |
| 2 | Maksimaalne töötlemisala | 545 x 622 mm |
| 3 | Minimaalne plaadi paksus | 4(kiht)0,40mm |
| 6 (kiht) 0,60 mm | ||
| 8 (kiht) 0,8 mm | ||
| 10 (kiht) 1,0 mm | ||
| 4 | Minimaalne joone laius | 0,0762 mm |
| 5 | Minimaalne vahekaugus | 0,0762 mm |
| 6 | Minimaalne mehaaniline ava | 0,15 mm |
| 7 | Ava seina vase paksus | 0,015 mm |
| 8 | Metalliseeritud ava tolerants | ±0,05 mm |
| 9 | Mittemetalliseeritud ava tolerants | ±0,025 mm |
| 10 | Aukude tolerants | ±0,05 mm |
| 11 | Mõõtmete tolerants | ±0,076 mm |
| 12 | Minimaalne jootesild | 0,08 mm |
| 13 | Isolatsioonitakistus | 1E+12Ω (tavaline) |
| 14 | Plaadi paksuse suhe | 1:10 |
| 15 | Termošokk | 288 ℃ (4 korda 10 sekundi jooksul) |
| 16 | Moonutatud ja painutatud | ≤0,7% |
| 17 | Elektrivastane tugevus | >1,3 KV/mm |
| 18 | Ribamisvastane tugevus | 1,4N/mm |
| 19 | Joodise kõvadus | ≥6H |
| 20 | Leegiaeglustus | 94V-0 |
| 21 | Impedantsi juhtimine | ±5% |
Teostame trükkplaatide prototüüpimist oma professionaalsuse ja 15-aastase kogemusega
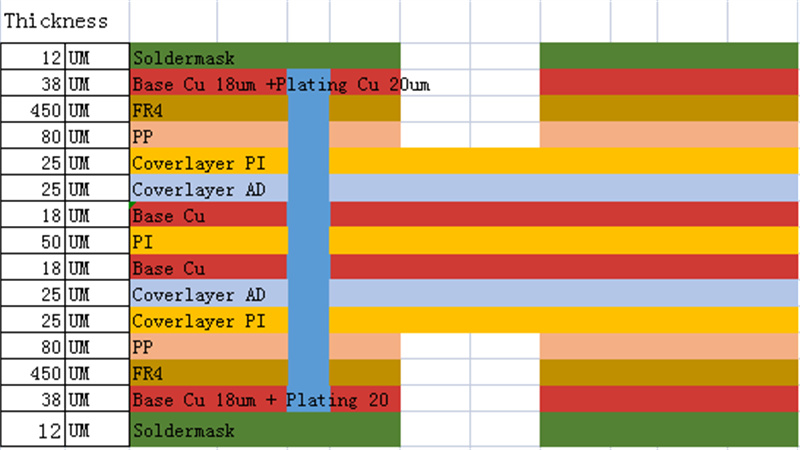
4-kihilised Flex-Rigid lauad
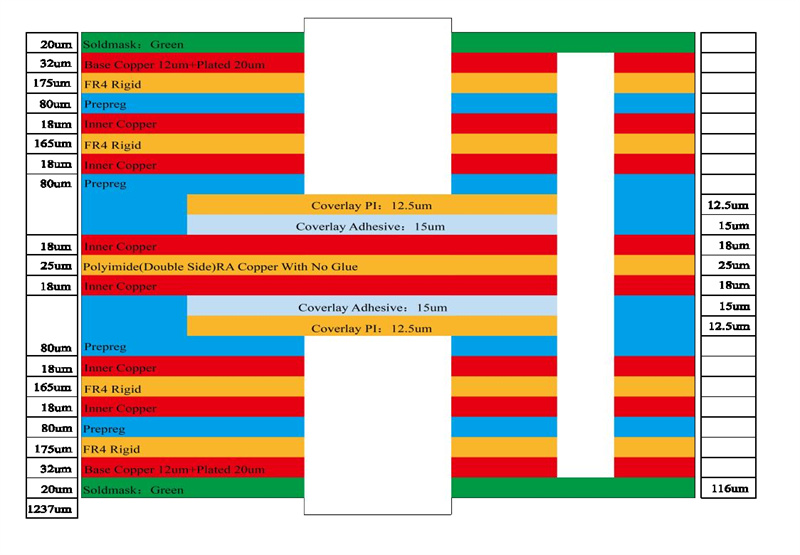
8-kihilised Rigid-Flex PCB-d
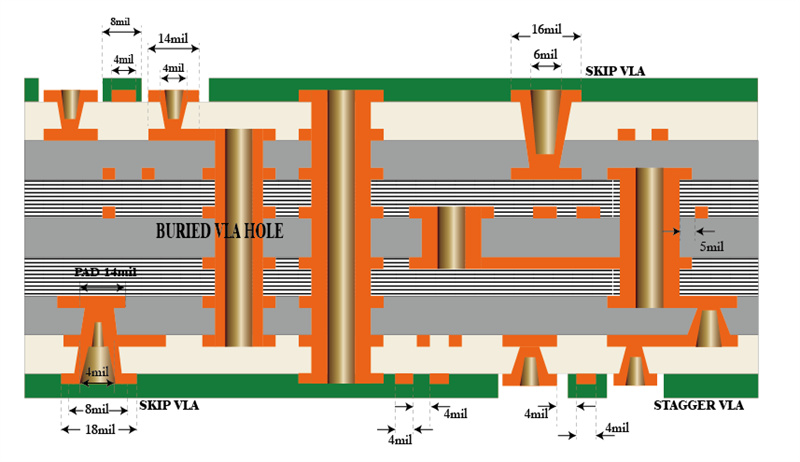
8-kihilised HDI trükkplaadid
Testimis- ja kontrolliseadmed
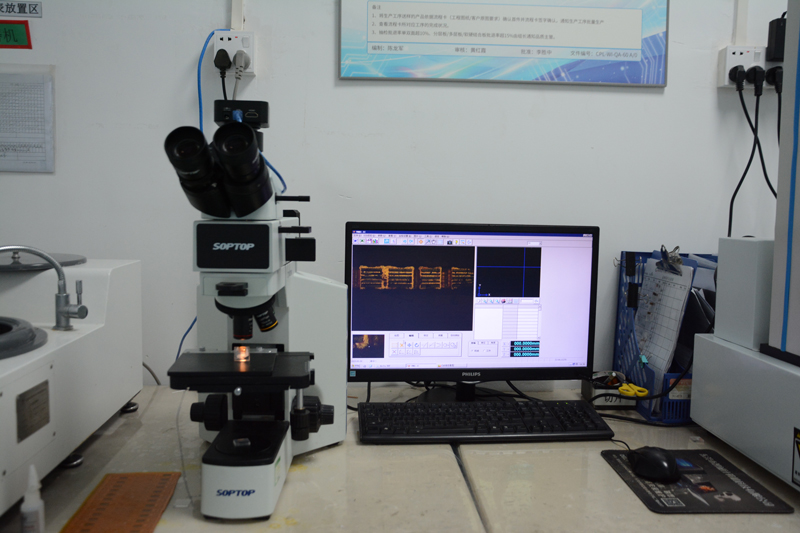
Mikroskoobi testimine
AOI ülevaatus
2D testimine

Impedantsi testimine
RoHS testimine

Lendav sond
Horisontaalne tester
Teste painutamine
Meie trükkplaatide prototüüpimisteenus
. Pakkuda tehnilist tuge müügieelne ja müügijärgne;
. Kohandatud kuni 40 kihti, 1-2 päeva Kiiresti keeratav usaldusväärne prototüüpimine, komponentide hankimine, SMT kokkupanek;
. See hõlmab nii meditsiiniseadmeid, tööstuslikku juhtimist, autot, lennundust, olmeelektroonikat, IOT-d, mehitamata õhusõidukit, sidet jne.
. Meie inseneride ja teadlaste meeskonnad on pühendunud teie nõudmiste täpsusele ja professionaalsusele.




Kuidas valmistada kvaliteetseid kahepoolseid trükkplaate?
1. Kujundage tahvel: kasutage tahvli paigutuse loomiseks arvutipõhise disaini (CAD) tarkvara. Veenduge, et konstruktsioon vastaks kõigile elektrilistele ja mehaanilistele nõuetele, sealhulgas jälje laius, vahekaugus ja komponentide paigutus. Võtke arvesse selliseid tegureid nagu signaali terviklikkus, toitejaotus ja soojusjuhtimine.
2. Prototüüpimine ja testimine: enne masstootmist on oluline luua prototüüpplaat, mis kinnitab disaini ja tootmisprotsessi. Võimalike probleemide või täiustuste tuvastamiseks testige prototüüpe põhjalikult funktsionaalsuse, elektrilise jõudluse ja mehaanilise ühilduvuse osas.
3. Materjali valik: valige kvaliteetne materjal, mis vastab teie konkreetsetele plaadinõuetele. Levinud materjalivalikute hulka kuuluvad FR-4 või kõrge temperatuuriga FR-4 aluspinna jaoks, vask juhtivate jälgede jaoks ja jootemask komponentide kaitsmiseks.
4. Valmistage sisemine kiht: Esmalt valmistage ette plaadi sisemine kiht, mis koosneb mitmest etapist:
a. Puhastage ja karesta vasega kaetud laminaat.
b. Kandke vase pinnale õhuke valgustundlik kuiv kile.
c. Film eksponeeritakse ultraviolettvalgusega (UV) läbi fototööriista, mis sisaldab soovitud vooluringi mustrit.
d. Film on välja töötatud valgustamata alade eemaldamiseks, jättes vooluringi mustri.
e. Söövitage paljastatud vask, et eemaldada liigne materjal, jättes ainult soovitud jäljed ja padjad.
F. Kontrollige sisemist kihti defektide või disainist kõrvalekaldumise suhtes.
5. Laminaadid: Sisemised kihid monteeritakse prepregmaterjaliga pressis. Kihtide ühendamiseks ja tugeva paneeli moodustamiseks rakendatakse soojust ja survet. Võlgete vältimiseks veenduge, et sisemised kihid on õigesti joondatud ja registreeritud.
6. Puurimine: kasutage täppispuurmasinat, et puurida augud komponentide paigaldamiseks ja ühendamiseks. Vastavalt konkreetsetele nõuetele kasutatakse erineva suurusega puuriterasid. Tagada augu asukoha ja läbimõõdu täpsus.
Kuidas valmistada kvaliteetseid kahepoolseid trükkplaate?
7. Elektrooniline vaskplaat: kandke õhuke kiht vaske kõikidele avatud sisepindadele. See samm tagab õige juhtivuse ja hõlbustab plaadistusprotsessi järgmistes etappides.
8. Väliskihi kujutis: Sarnaselt sisemise kihi protsessiga kaetakse välisele vasekihile valgustundlik kuivkile.
Jätke see ülemise fototööriista kaudu UV-valgusesse ja arendage kile vooluringi mustri paljastamiseks.
9. Väliskihi söövitus: Söövitage väliskihilt mittevajalik vask, jättes alles vajalikud jäljed ja padjad.
Kontrollige väliskihti defektide või kõrvalekallete suhtes.
10. Jootemaski ja legendi printimine: kandke vasejälgede ja -patjade kaitsmiseks peale jootemaski materjal, jättes samal ajal osade paigaldamiseks ala. Printige ülemisele ja alumisele kihile legendid ja markerid, et näidata komponentide asukohta, polaarsust ja muud teavet.
11. Pinna ettevalmistamine: Katmata vasepinna kaitsmiseks oksüdeerumise eest ja joodetava pinna saamiseks kasutatakse pinna ettevalmistamist. Valikute hulka kuuluvad kuumaõhu tasandus (HASL), elektrooniline nikkelkümbluskuld (ENIG) või muud täiustatud viimistlused.
12. Marsruutimine ja vormimine: PCB paneelid lõigatakse marsruutimismasina või V-kirjutusprotsessi abil üksikuteks plaatideks.
Veenduge, et servad oleksid puhtad ja mõõdud õiged.
13. Elektriline testimine. Valmistatud plaatide funktsionaalsuse ja terviklikkuse tagamiseks tehke elektrilisi katseid, nagu järjepidevuse testimine, takistuse mõõtmine ja isolatsioonikontrollid.
14. Kvaliteedikontroll ja ülevaatus: Valmis plaate kontrollitakse põhjalikult tootmisdefektide, nagu lühikesed püksid, avanemised, nihked või pinnadefektid. Rakendage kvaliteedikontrolli protsesse, et tagada vastavus koodidele ja standarditele.
15. Pakkimine ja saatmine: pärast kvaliteedikontrolli läbimist pakitakse see turvaliselt, et vältida kahjustusi saatmise ajal.
Tahvlite täpseks jälgimiseks ja tuvastamiseks tagage nõuetekohane märgistus ja dokumentatsioon.







